
Tubo de gomaé distintivamente diferente doutros tubos polo seu contido en caucho, que é un elastómero que ten alta resistencia e durabilidade, ademais de poder estirarse e deformarse sen danar permanentemente. Isto débese principalmente á súa flexibilidade, resistencia á rotura, resistencia e estabilidade térmica.
Os tubos de goma prodúcense mediante un dos dous procesos. O primeiro método é o uso dun mandril, onde as tiras de goma se envolven nun tubo e se quentan. O segundo proceso é a extrusión, onde o caucho é forzado a través dunha matriz.
ComoTubo de gomaestá feito?
Proceso de mandril
Rolo de goma
A goma utilizada para fabricar tubos de caucho mediante o proceso de mandril entrégase para a súa produción en rolos de tiras de goma. O grosor das paredes do tubo está determinado polo espesor das follas. A cor do tubo está determinada pola cor do rolo. Aínda que a cor non é necesaria, úsase como método para decidir a clasificación e o uso final do tubo de goma.

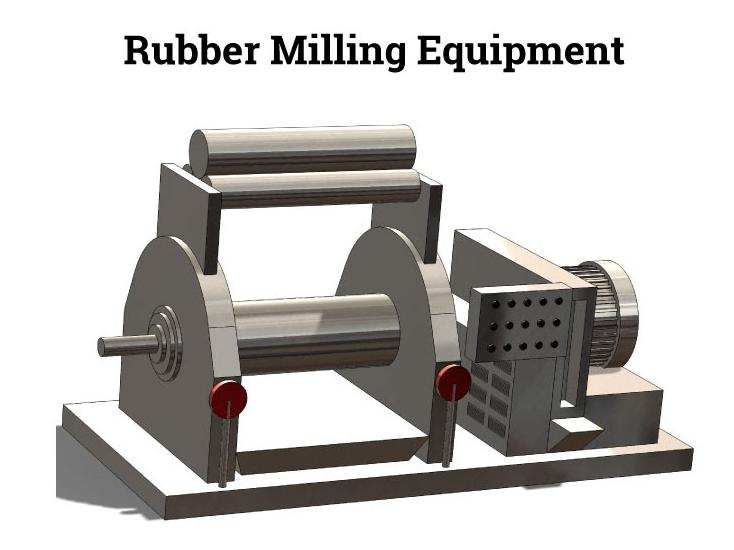
Fresado
Para que a goma sexa flexible para o proceso de produción, pásase por un muíño que quenta as tiras de goma para suavizar e suavizar a goma para garantir que teña unha textura uniforme.
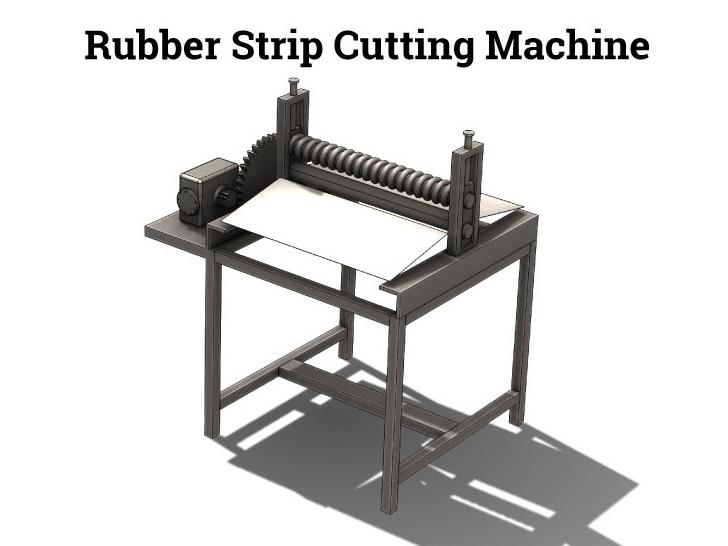
Corte
A goma suave e flexible trasládase a unha máquina de corte que a corta en tiras de igual ancho para adaptarse ao ancho e grosor do tamaño do tubo de goma que se vai facer.
Mandril
As tiras que se crearon no corte envíanse ao mandril. Antes de envolver as tiras no mandril, o mandril é lubricado. O diámetro do mandril é as dimensións exactas do orificio do tubo de goma. Cando o mandril xira, as tiras de goma enrólvanse a un ritmo uniforme e regular.

O proceso de envoltura pódese repetir para acadar o espesor desexado do tubo de goma.
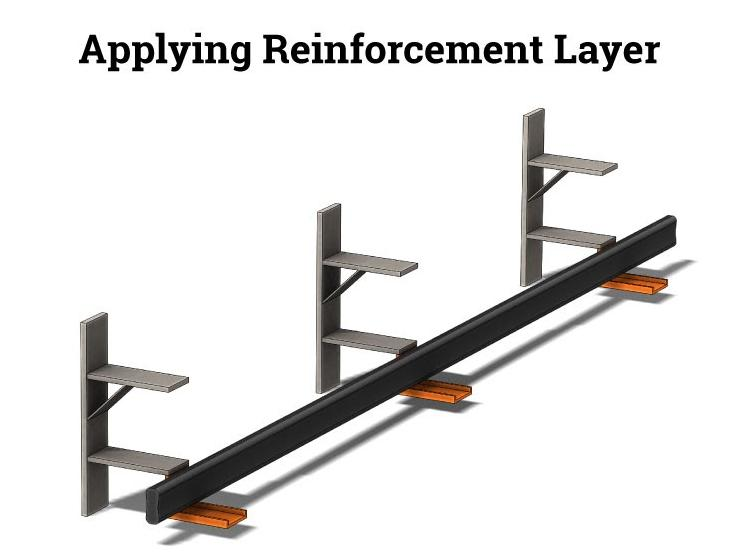
Capa de reforzo
Despois de que o tubo alcanzou o espesor exacto, engádese unha capa de reforzo que está feita dun material sintético de alta resistencia que foi recuberto de caucho. A selección da capa está determinada pola cantidade de presión que pode soportar o tubo de goma. Nalgúns casos, para obter maior resistencia, a capa de reforzo pode ter un fío engadido.
Capa final
A última capa de decapado de goma é a súa cuberta exterior.

Gravando
Unha vez que se aplicaron todas as distintas capas de tiras de goma, a lonxitude total do tubo rematado envólvese en cinta de nailon mollada. A cinta encollerá e comprimirá os materiais xuntos. O resultado do envoltorio da cinta é un acabado texturizado no diámetro exterior (OD) do tubo que se converte nun activo e beneficio para as aplicacións onde se utilizará o tubo.
Vulcanización
O tubo do mandril colócase nun autoclave para o proceso de vulcanización que cura a goma, o que a fai elástica. Unha vez completada a vulcanización, elimínase a cinta de nailon encollida.

Retirando do Mandril
Un extremo do tubo está ben selado para crear presión. Faise un burato no tubo para bombear auga para separar o tubo de goma do mandril. O tubo de goma deslízase facilmente do mandril, ten os seus extremos recortados e córtase á lonxitude desexada.
Método de extrusión
O proceso de extrusión implica forzar a goma a través dunha matriz en forma de disco. Os tubos de caucho feitos polo proceso de extrusión usan un composto de caucho suave non vulcanizado. As pezas producidas mediante este método son brandas e flexibles, que se vulcanizan despois do proceso de extrusión.
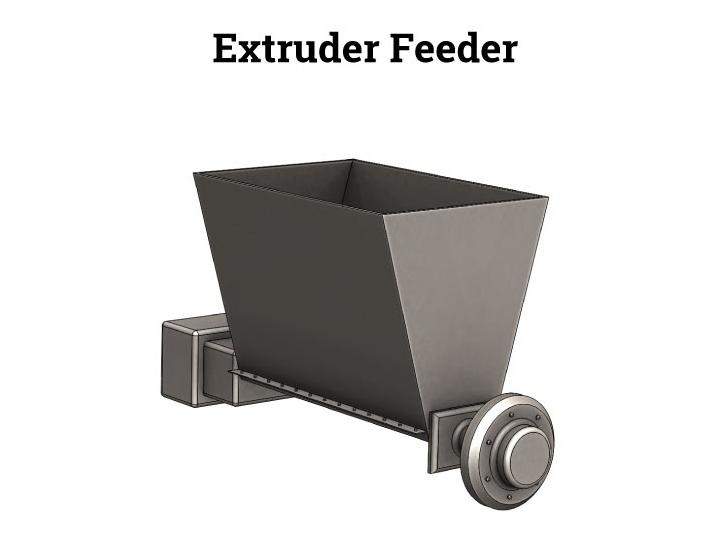
Alimentación
O proceso de extrusión comeza introducindo o composto de caucho na extrusora.
Parafuso xiratorio
O composto de goma sae lentamente do alimentador e aliméntase ao parafuso que o move cara á matriz.
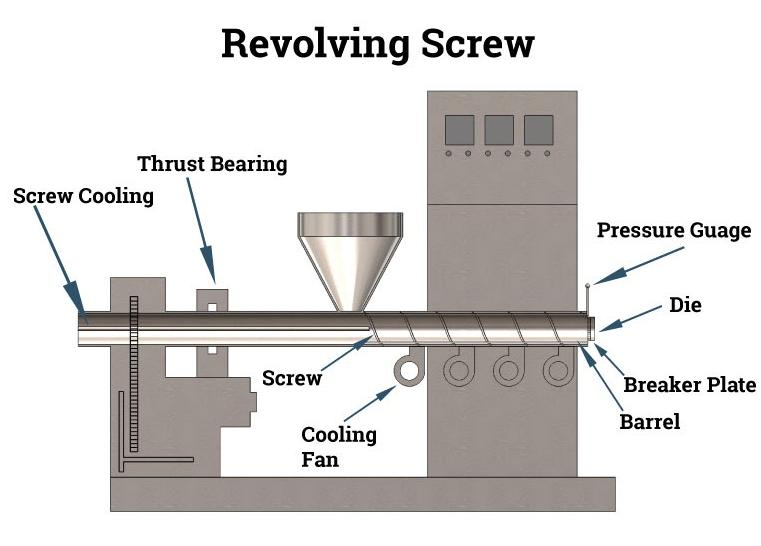
Troquel de tubo de goma
A medida que o parafuso move o material de caucho en bruto, é forzado a través dunha matriz nas proporcións exactas ao diámetro e ao grosor do tubo. A medida que a goma se achega á matriz, hai un aumento da temperatura e da presión, o que fai que o material da extrusora se inche dependendo do tipo de composto e da dureza.

Vulcanización
Dado que o caucho utilizado no proceso de extrusión non está vulcanizado, ten que sufrir algún tipo de vulcanización unha vez que pasou pola extrusora. Aínda que o tratamento con xofre foi o método orixinal de vulcanización, a fabricación moderna desenvolveu outros tipos, que inclúen tratamentos con microware, baños de sal ou outras formas de quecemento. O proceso é necesario para encoller e endurecer o produto acabado.
O proceso de vulcanización ou curado pódese ver no seguinte diagrama.
Hora de publicación: 25-ago-2022